1. Uvod v postopek HP-RTM
HP-RTM (High Pressure Resin Transfer Moulding) je okrajšava za proces visokotlačnega prenosa smole. To je napredna tehnologija oblikovanja, ki uporablja visokotlačni tlak za mešanje in vbrizgavanje smole v vakuumsko zaprt kalup, predhodno položen z materiali, ojačenimi z vlakni, in vnaprej nastavljenimi vložki. Smola teče skozi polnilo kalupa, impregnacijo, utrjevanje in odstranjevanje iz kalupa. , za pridobitev postopka oblikovanja visokozmogljivih in visoko preciznih kompozitnih izdelkov. Ima prednosti visoke učinkovitosti, varčevanja z energijo in varstva okolja ter se pogosto uporablja v avtomobilih, letalstvu, elektroniki in drugih področjih.
Postopek je prikazan na sliki 1:
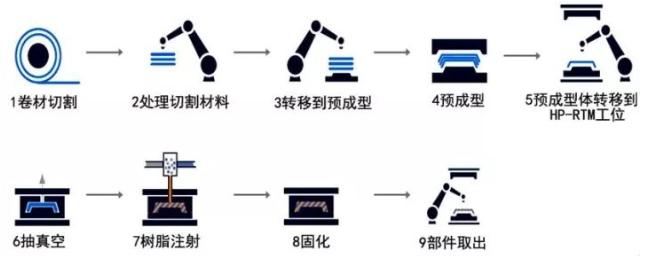
Slika 1 Shematski diagram principa procesa HP-PTM
2. Značilnosti procesa HP-RTM
HP-RTM vključuje obdelavo predoblik, vbrizgavanje smole, postopek stiskanja in postopek obrezovanja. V primerjavi s tradicionalnim postopkom RTM postopek HP-RTM poveča postopek stiskanja po brizganju, zmanjša težave pri vbrizgavanju in polnjenju smole, izboljša kakovost impregnacije predoblik in skrajša cikel oblikovanja. Posebne značilnosti postopka so naslednje:
(1) Hitro polnjenje kalupa. Smola hitro napolni votlino kalupa, ima dober učinek infiltracije, znatno zmanjša mehurčke in poroznost, smola z nizko viskoznostjo pa močno poveča hitrost vbrizgavanja smole in skrajša cikel procesa oblikovanja.
(2) Visoko aktivna smola. Hitrost reakcije strjevanja smole se poveča in cikel strjevanja smole se skrajša. Uporablja visokoaktiven sistem smole, ki se hitro utrjuje, ter visoko učinkovito visokotlačno opremo za mešanje in vbrizgavanje, da doseže boljšo enakomernost mešanja matrike smole. Hkrati je med oblikovanjem potrebno okolje z visoko temperaturo, kar močno izboljša hitrost reakcije strjevanja smole, skrajša proizvodni cikel in stabilizira proces. Visoka stabilnost in ponovljivost,
(3) Za izboljšanje učinkovitosti čiščenja opreme uporabite sredstvo za notranje sproščanje in samočistilni sistem. Uporablja se samočistilna tehnologija mešalne glave za vbrizgavanje, surovini pa je dodana komponenta notranjega sproščanja, da se učinkovito izboljša učinkovitost čiščenja opreme. Hkrati je površinski učinek izdelka odličen, debelina in odstopanje oblike pa majhna. Dosezite nizkocenovno proizvodnjo v kratkem ciklu (velike količine), visokokakovostno proizvodnjo.
(4) Uporabite tehnologijo hitrega vakuuma v kalupu. Vsebnost por v delih se zmanjša in učinkovitost delov se izboljša. Učinkovito zmanjša vsebnost por v izdelku, izboljša učinkovitost impregnacije vlaken, izboljša zmožnost povezovanja vmesnika med vlakni in smolo ter izboljša kakovost izdelka.
(5) Združevanje vakuumiranja s postopkom stiskanja po brizganju. Zmanjša se procesna težavnost delov in izboljša kakovost s smolo impregniranih ojačanih materialov. Zmanjšuje težave pri oblikovanju odprtine za vbrizgavanje lepila in izpušne odprtine postopka RTM, izboljša pretočno polnilno zmogljivost smole in kakovost impregnacije vlakna s smolo.
(6) Uporabite dvojne toge površine, da zaprete kalup, in uporabite veliko tonažno hidravlično stiskalnico za tlak. Izdelek ima majhna odstopanja v debelini in tridimenzionalno obliko. Da bi zagotovili tesnilni učinek kalupa, se za zapiranje kalupa uporabljajo dvojne toge površine, za tlak pa se uporablja hidravlična stiskalnica velike tonaže, ki poveča vpenjalno silo med postopkom oblikovanja in učinkovito zmanjša odstopanje debeline in oblike. delov.
(7) Izdelek ima odlične površinske lastnosti in kakovost. Z uporabo tehnologije brizganja v kalupu in kalupov z visokim sijajem lahko deli dosežejo visoko natančno navidezno kakovost v zelo kratkem času.
(8) Ima visoko stabilnost procesa in ponovljivost. Uporaba tehnologije vbrizgavanja v vrzel in kompresije po vbrizgavanju močno izboljša zmogljivost pretoka smole pri polnjenju kalupa, učinkovito zmanjša verjetnost procesnih napak in ima visoko ponovljivost postopka.
3. Ključne procesne tehnologije
(1) Tehnologija predoblikovanja materialov, ojačanih z vlakni
Tehnologija predoblikovanja vlaken vključuje predvsem: predoblike tekstila, pletenja in pletenic; predoblike za šivanje; predoblike za brizganje sesekljanih vlaken; predoblike za vroče stiskanje itd. Med njimi je najbolj razširjena tehnologija oblikovanja z vročim stiskanjem. Pri tej tehnologiji je sredstvo za oblikovanje osnovno jamstvo, kalup za predhodno oblikovanje vlaken in tehnologija stiskanja pa sta ključ do oblikovanja vlaken. Za postopek HP-RTM je struktura dela razmeroma preprosta, zato je razmeroma preprost tudi model za oblikovanje. Ključ je v tem, kako nadzirati kalup za oblikovanje in orodje za tlačenje za učinkovito in urejeno ustvarjanje tlaka in oblikovanje s postopki načrtovanja in nadzora.
(2) Visoko natančna tehnologija merjenja, mešanja in vbrizgavanja smole
Mešanje in vbrizgavanje procesne smole HP-RTM v glavnem vključuje dva sistema: glavni material smole in smolo za pršenje v kalupu. Ključ do njegovega nadzora je v visoko natančnem sistemu za merjenje smole, tehnologiji hitrega in enakomernega mešanja ter tehnologiji samočiščenja mešalne opreme. Glavni material procesne smole HP-RTM je treba natančno izmeriti pri visoki temperaturi in visokem tlaku, kar zahteva opremo z visoko natančno merilno črpalko. Enakomerno mešanje in samočiščenje smole zahteva oblikovanje učinkovite, samočistilne, večkratne mešalne glave.
(3) Enotnost temperaturnega polja kalupa za kalupe in zasnova tesnjenja
Med postopkom HP-RTM enakomernost temperaturnega polja kalupa ne samo določa in vpliva na pretok in zmogljivost polnjenja smole v votlini kalupa, ampak ima tudi velik vpliv na zmogljivost infiltracije vlaken, splošno učinkovitost kompozitnega materiala in notranje napetosti izdelka. . Zato je treba uporabiti srednje ogrevanje v kombinaciji z učinkovito in razumno zasnovo obtočnega oljnega tokokroga. Učinkovitost tesnjenja kalupa neposredno določa pretok smole in značilnosti polnjenja kalupa ter sposobnost praznjenja v procesu oblikovanja. Je ključni člen, ki vpliva na delovanje izdelka. Položaj, način in količino tesnilnih obročev je treba načrtovati glede na izdelek. Hkrati je treba rešiti težave s tesnjenjem v reži za prileganje kalupa, sistemu za izmet, vakuumskem sistemu in drugih položajih, da zagotovimo, da med postopkom polnjenja s smolo ne uhaja zraka, da se zagotovi učinkovitost dela.
(4) Visoko precizna hidravlična stiskalnica in njena krmilna tehnologija
V procesu HP-RTM nadzor reže za zapiranje kalupa v procesu polnjenja s smolo in nadzor tlaka v procesu stiskanja zahtevata jamstvo za učinkovit in visoko natančen hidravlični stiskalni sistem. Hkrati je treba zagotoviti pravočasno kontrolno tehnologijo glede na potrebe postopka vbrizgavanja lepila in postopka stiskanja, da se zagotovi kontinuiteta procesa oblikovanja.
 Slovenski
Slovenski
 English
English  ελληνικά
ελληνικά  Esperanto
Esperanto  Afrikaans
Afrikaans  tiếng Việt
tiếng Việt  Català
Català  Italiano
Italiano  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Galego
Galego  Latviešu
Latviešu  Română
Română  icelandic
icelandic  ייִדיש
ייִדיש  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Srpski језик
Srpski језик  Shqiptar
Shqiptar  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  日本語
日本語  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



